点击
喷漆工艺标准流程.doc免费下载 提取码:
hxkh
点击
喷漆工艺标准流程.pdf免费下载 提取码:
ypli
点击
喷漆工艺标准流程.txt免费下载 提取码:
427x
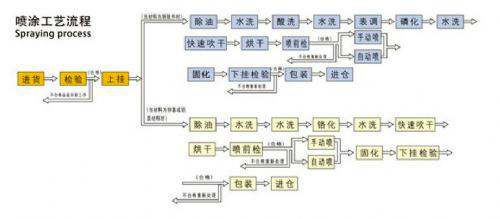
喷漆工艺标准流程图
1、 检查钣金修复的平整度:
首先对要喷漆的部位进行检查是否平整,擦干净没有钣金的喷漆部份,检查是否有凹陷。
2、 打磨处理需要补土的部份:
用砂轮机将钣金边缘进行处理,用砂纸将钣金周围磨出羽状边,再用砂纸打磨旧漆面,扩大补土的范围。
3、 清洁涂油
打磨完成后,清洗干净打磨位置及喷漆位置。
4、 中涂
尽量控制中涂底漆在较小的范围,并注意边缘位置要渐进,不要成台阶状。
5、 打磨中涂
待中涂底漆干燥固化后,用砂纸打磨中涂底漆,并准备补土。
6、 补土
将低凹处的汽车表面用原子灰将其补平,待干打磨。
7、 研磨
根据不同的表面形状选择不同的打磨方式后将原子灰的边缘与原车旧漆平稳过渡至原车的流水线要求。
8、 喷底漆或刮填眼灰
对补土处进行喷涂底漆或刮填眼灰并平整原子灰的一些小孔和涂物损坏处。
9、 底漆打磨
对底漆或填眼灰进行打磨,平整后用砂纸扩大打磨范围,增强新漆面在旧漆膜上的附着力,完成打磨后便可进入喷漆前的准备。
10、吹水遮蔽
对要喷漆的范围内所有的边缘接口,用压缩空气的方式将边缝内的水吹干,对不喷漆的部位进行遮蔽 。
11、 涂油,涂尘
用除油剂清洁整个需要喷涂的工作,用粘尘布进行喷涂前涂尘工作。
12、喷漆面漆
喷漆面漆可分三个工序:A,单工序——单工序针对纯色漆。B,双工序——双工序针对金属漆。 C,三工序——三工序针对白珍珠,变色龙。(注:针对不同色漆~所喷涂面漆的施工工艺流程不同。)
13、打磨抛光
用水磨砂纸,打磨漆面上面的尘点及橘皮纹后用腊抛光
漆面抛光是汽车美容技术中最重要的组成部分。抛光技术水平的高低直接关系到汽车美容的最终效果。因此,抛光技术是汽车美容服务的基础。车身漆面彻底清洁后,就可根据漆面损伤的程度进行抛光处理。
一、材料选用及抛光方法
以英国特使系列产品为例,特使系列C3全能抛光剂含有研磨剂、去污剂、还原剂、光亮剂等多种成分,专为车身镜面抛光而设计,已被越来越多的欧美汽车厂指定使用。这种产品抛光速度快,可快速去除交通膜及中度划痕,不伤漆面,不留光环,节省工时,1小时可抛光、翻新一辆旧车漆面。抛光后残留物少,容易擦净,克服了其他同类产品抛光后残窖物到处飞溅,不易清除的缺点。可有效解决漆面划痕、哑光、褪色、氧化、粗糙等漆面缺陷,尤其适用于旧车漆面、划痕较深的漆面和桔皮、流挂等,若配合镜面釉使用,瞬间即可达到超亮镜面效果,是护车“三宝”中的重点用品。
抛光方法:将抛光机调整好转速,海绵轮用水充分润湿后,甩去多余水分。先取少量C3抛光剂涂于漆面(每一小块作一次处理,不可大范围涂抹),从车顶篷开始抛光。抛光机的海绵轮应保持与漆面相切,力度适中,速度保持一定。抛光时按一定的顺序抛光,不可随意进行。用过C3抛光剂后,再换用增艳剂按以上步骤操作一次。
二、镜面釉处理
当整车漆面处理完毕后,漆面会很平滑、光亮,但有时也还会有一些极其细小的划痕和花痕或光环,为了保持漆面的光滑和光亮,则需上特使系列镜面釉。这种镜面釉以高分子釉剂等聚合物为主要原材料,不含蜡、硅及硝基合成氨,可在任何车型的漆面上做出釉质镜面效果,在汽车漆面上形成具有光滑、明亮、密封的釉质镜面保护膜,专车身时刻保持光亮如镜。同时具有防酸雨、抗氧化、防紫外线、防褪色等多项显著功能,还可抵御硬物轻度刮伤,不怕火和油污等,并具有一年以上的保持功效。
使用方法:使用时先用干净软布将抛光残留物清除干净,摇匀镜面釉,用软布或海绵将其涂在漆面上,停留60s后用手工或机器抛光。机器抛光保持转速在1000r/min以下,最后用干净软布擦去残留物。手工处理时,直线抛光、抛亮即可。
注意事项:
控制抛光机的转速,不可超过选定的速度范围;
保持抛光方向的一致性,应有一定的次序;
更换抛光剂的同时更换海绵轮,不可混用海绵轮;
严禁使用羊毛轮进行镜面釉处理。
三、漆面护理
抛光后并做过镜面釉处理的漆面,必须再上蜡层才能完成最后的保护,这样才会更加充分地达到保护汽车的目的。因为漆面长期与外界接触,受外部影响很大,紫外线、雨水、树枝、石块等均可对漆面造成伤害。为了保持汽车的整体美,必须注意随时上蜡保护,一般每2个月左右一次,根据气候等外部条件随时调整。漆面上镜面釉后更应加强保护。
特使系列产品中的钻石镜面蜡适用于各种颜色的高级轿车漆面,主要有以下几个功效:
1.防水:抵抗水分子对漆面的侵蚀;
2.抗紫外线:反射紫外线,最大限度地降低损害;
3.抗划伤:蜡膜有一定的硬度,可减轻划伤;
4.提高亮度,增加美感:使漆面保持光亮感和深度感,且能长久保留。
操作方法:上蜡操作时应按一定的顺序进行。将少量蜡挤在海绵上,保证每次处理的面积一定,不可大面积涂抹。上蜡时手的力度一定要均匀,用大拇指和小拇指夹住海绵,手掌和其余的三个手指按住海绵,均匀地环行顺序上蜡。保持上蜡的一致性,从前到后或从左到右,蜡膜尽量做到簿而均匀,停留几分钟后用手工擦除或用抛光机将其打亮。手工擦除时应先用手背感觉车蜡的干燥程度,以刚刚干燥不粘手为宜;机器处理时应在车蜡完全干燥后再处理,转速控制在1000r/min以下
汽车喷漆的工艺流程
1 先将钣金部位擦拭干净,用60#或80#纱布打磨一遍。
2 接下来是涂原子灰,晾干后打磨。这个工序最费时也很重要,一般需要重复涂抹打磨几次,需要用到120#240#360#600#水砂纸,
3 涂抹添眼灰。作用是掩盖原子灰上的砂纸痕和气孔。然后用1000#或1200#水砂纸打磨。
4 洗车,用气枪将喷涂部位吹干。然后用报纸遮挡不需要喷涂的部位。
5 喷漆,
喷塑
将塑料粉末喷涂在零件上的种表面处理方法。
静电喷涂工艺(静电喷塑)具有的优势:
不需稀料,施工对环境无污染,对人体无毒害;涂层外观质量优异,附着力及机械强度强;喷涂施工固化时间短;涂层耐腐耐磨能力高出很多;不需底漆;施工简便,对工人技术要求低;成本低于喷漆工艺;有些施工场合已经明确提出必须使用静电喷塑工艺处理;静电喷粉喷涂过程中不会出现喷漆工艺中常见的流淌现象。
静电喷塑的工艺原理:
是利用电晕放电现象使粉末涂料吸附在工件上的。其过程是这样的:粉末涂料由供粉系统借压缩空气气体送入喷枪,在喷枪前端加有高压静电发生器产生的高压,由于电晕放电,在其附近产生密集的电荷,粉末由枪嘴喷出时,形成带电涂料粒子,它受静电力的作用,被吸到与其极性相反的工件上去,随着喷上的粉末增多,电荷积聚也越多,当达到一定厚度时,由于产生静电排斥作用,便不继续吸附,从而使整个工件获得一定厚度的粉末涂层,然后经过热使粉末熔融、流平、固化,即在工件表面形成坚硬的涂膜。
静电喷塑的工艺流程:
退火 除油 消除静电、除尘 喷涂 烘干
1. 退火:塑料成型时易形成内应力,涂装后应力集中处易开裂。可采用退火处理或整面处理,消除应力。退火处理是把ABS塑料成型件加热到热变形温度以下,即60℃,保温2h。由于采用此种工艺需要大量的设备投资,因此,可采用整面处理的技术,即配置能够消除塑件内应力的溶液在室温下对塑件表面进行15~20min的处理即可。
2. 除油:塑料件表面常沾有油污、手汗和脱模剂,它会使涂料附着力变差,涂层产生龟裂、起泡和脱落。涂装前应进行除油处理。对塑料件通常用汽油或酒精清洗,然后进行化学除油化学除油后应彻底清洗工件表面残留碱液,并用纯水最后清洗干净,晾干或烘干。
3. 除电及除尘:塑料制品是绝缘体,表面电阻一般在1013Ω左右,易产生静电。带电后容易吸附空气中的细小灰尘而附着于表面。因静电吸附的灰尘用一般吹气法除去十分困难,采用高压离子化空气流同时除电除尘的效果较好。
4. 喷涂:塑料涂层厚度为15~20μm,通常要喷涂2~3道才能完成。一道喷涂后晾干15min,再进行第二次喷涂。需要光亮的表面还必须喷涂透明涂料。涂后的制件对于阻燃性能基本没有影响。
5. 烘干:涂完后可在室温下自干,也可在60℃条件下烘烤30min。
喷塑也就是我们常讲的静电粉末喷涂,它是利用静电发生器使塑料粉末带电,吸附在铁板表面,然后经过180~220℃的烘烤,使粉末熔化黏附在金属表面,喷塑产品多用于户内使用的箱体,漆膜呈现平光或哑光效果。喷塑粉主要有丙烯酸粉末、聚酯粉末等。